Client: Department of Conservation (DOC) | Architect: Sheppard & Rout | Engineer: Lewis Bradford | Contract Manager: RCP | Contractor: Naylor Love
Dolomite Point Overview
The new redevelopment at Dolomite Point in Punakaiki on the South Island’s West Coast is nearing completion. It encompasses a new visitor Experience Centre and Exhibition Space to replace the existing Visitor Centre. Dolomite Point is renowned for its limestone geological “pancake rock” formations and spectacular blowholes. It receives over 500,000 visitors a year to view the natural attractions.
Credit: Sheppared & Rout project render
Red Stag TimberLab was engaged early in the design phase of this iconic development under an ECI (Early Contractor Involvement) agreement to assist the design team with principles of DfMA (Design for Manufacture and Assembly). We were engaged on the project in November 2020, more than 2 years prior to our first site delivery. Working closely with the project team, we provided Value Engineering and constructability advice during the developed and detailed design stages.
Digital Fabrication
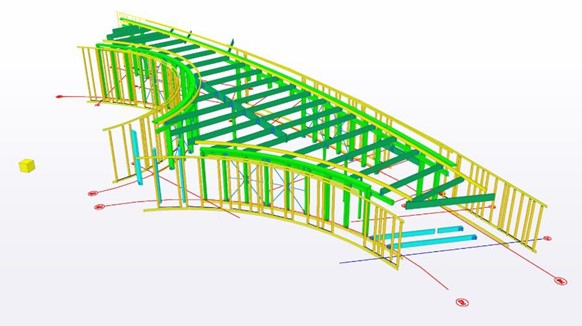
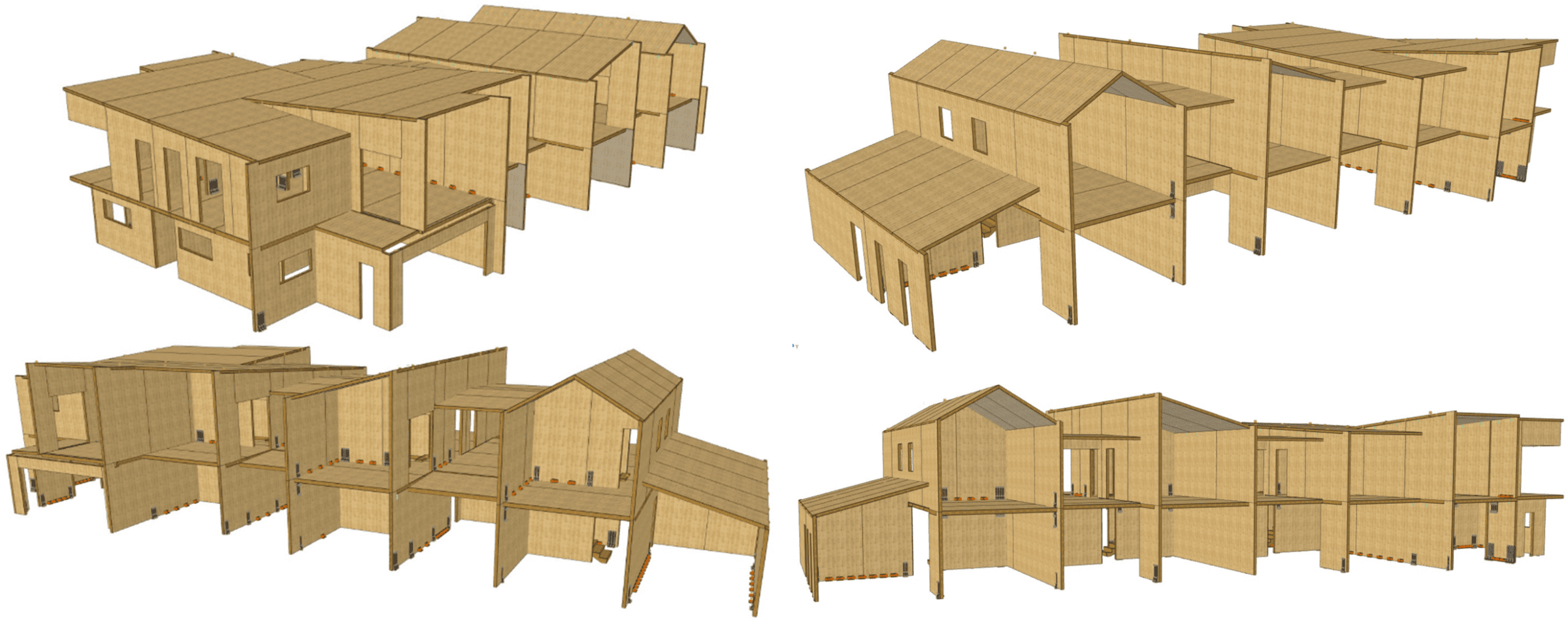
The structure consists largely of Glulam and LVL mass timber components. Early collaboration at concept phase, ensured an efficient design for manufacture and installation. Red Stag TimberLab’s skills in digital manufacturing made us the ideal supply partner for this complex project. Our draughting team spent 900+ hours on the 3D modelling process to ensure perfect co-ordination bouncy castle commercial for sale.
Red Stag TimberLab’s 3D fabrication model – new visitor Experience Centre
The roof of the new Experience Centre is curved in plan and sloped in elevation. This required the transom and drag beam members to be both curved and twisted. To streamline installation, we proposed CNC machining options to minimize the number of unique metalwork brackets, despite the complex geometry.
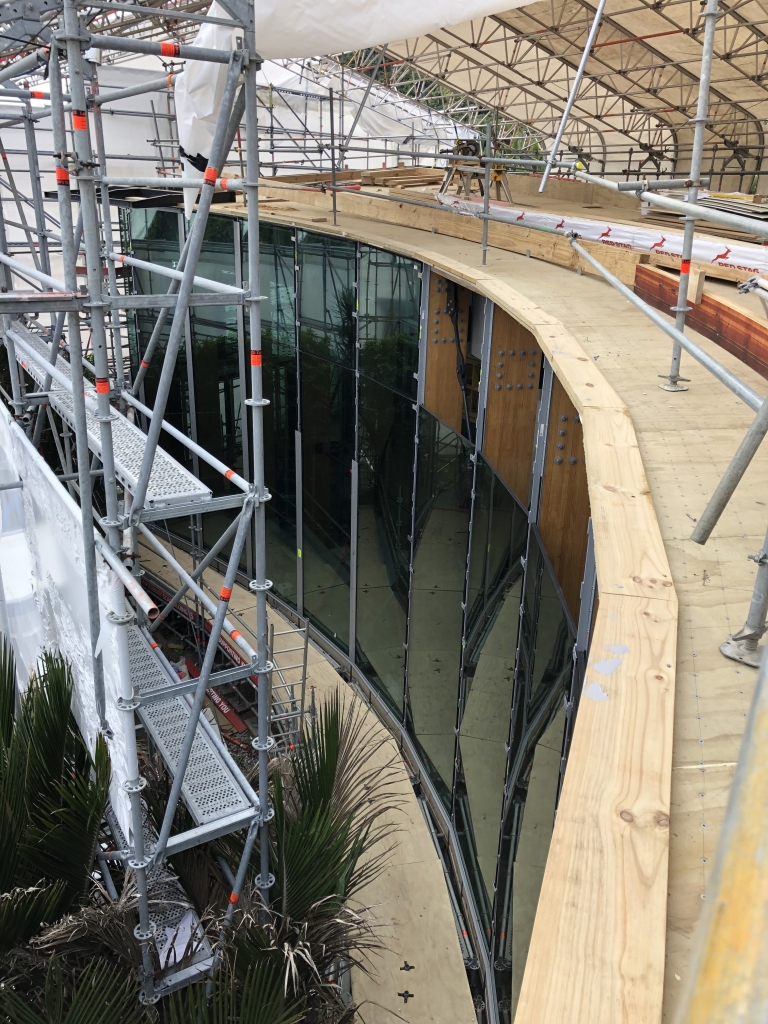
The Glulam mullions to the external façade range from 4.6m to 8.0m high as they follow the slope up the roof and the curve in plan around the building’s perimeter. The external glazing is directly fixed to the mullions and drag beams with each timber member CNC profiled to match the faceted profile of the glass.
Mass timber superstructure in construction phase
Curved and twisted transom beam with different rebate profiles to minimize bracket variations
For the new visitor Experience Centre, Red Stag TimberLab supplied the bespoke metalwork bracketry to ensure all components were fabricated from a co-ordinated 3D digital model. For such a complex structure, it is essential that all components are accurately modelled and fabricated to ensure all components fit together onsite like a kitset. Having a single supply source for the mass timber and metalwork brackets also helped co-ordinate tolerance requirements at different material interfaces.
Bespoke metalwork brackets co-ordinated and supplied by Red Stag TimberLab
External glazing direct fixed to the Glulam components which are CNC profiled to suit the faceted geometry
Link Bridge joining the Experience Centre with the Exhibition Space
Requirements and Advantages
The building is in a sensitive environment which is surrounded by nikau palm forests. This required attention to detail in the construction phase to minimize impacts on the natural surroundings. As an example, the new Experience Centre was designed with several curves in plan to avoid significant nikau palm groves on the building site. The building features a green / living roof that provides a habitat for flora and fauna. It also absorbs run-off during heavy rain events, common on the West Coast of the South Island.
Offsite prefabrication was a key component for this project due to its remote location and the need for minimal site disturbance. Red Stag TimberLab supplied all mass timber elements to site as a CNC-processed kitset, fabricated from our Auckland facility. Because all components are 3D-modelled and CNC-profiled to exact dimensions and shapes, there is no oversupply of materials on site. The environmental cost associated with transporting excess material to the site and then carting it away for disposal is eliminated.
Sustainability and Environmental Considerations
Sustainability and environmental conservation were significant aspects of the client’s design brief and Red Stag TimberLab products significantly contributed to this requirement:
FSC certified material. All timber components supplied by Red Stag TimberLab are FSC certified to ensure the raw material is sourced from sustainably managed plantation forests.
Carbon sequestration. Almost the entire superstructure consists of mass timber Glulam and LVL which are some of the most sustainable building materials available in modern-day construction. Mass timber absorbs carbon dioxide through photosynthesis and stores this as embodied carbon throughout the life of the building. The building consists of approximately 112m3 of Glulam and 24m3 of LVL which embodies approximately 90 tonnes of CO2 according to Naylor Love’s Carbon Calculator.
MCA treatment. All Glulam raw material was pressure treated with Micronized Copper Azole (MCA) to H3.2 or H5. This avoids the need for harmful chemicals such as arsenic. MCA is an environmental treatment alternative and has aesthetic benefits associated with visual grade Glulam.
Most of the structural timber in the building is designed to be left visually exposed to provide a warm interior feel. Visually exposed timber has proven impacts to the health and happiness of occupants. Mass Timber also acts as a natural humidity buffer to make for a healthy in-built environment; absorbing atmospheric moisture when it is wet and releasing it again when it is dry. An impressive tent structure was used to protect the visual timber during the installation phase. The structure fully encapsulated the site to minimize exposure to West Coast weather events.
Conclusion
Along with the benefits that experienced Project Managers, Architects, and Project Engineers bring to a project such as this, the wide experience of Red Stag TimberLab as an Engineered Timber Specialist contributed valuable expertise in the design phase. After 3 years involvement in the project, it is great to see the timber components come together onsite.
Naylor Love building site tent structure
Testimonial from Robert Lane – Lewis Bradford Consulting Engineers:
‘Joining early in design phase and providing support right through to final finishing on site, the Red Stag TimberLab team provided considered and tailored timber expertise for the bespoke, and geometrically complex, engineered timber structural frame. Gaining confidence in member selection, supply, pricing and moisture management all contributed to the successful delivery of this impressive project.’
Quality Control
Red Stag TimberLab Ltd is a licensed manufacturer, independently audited under AS/NZS 1328.1 for glulam manufacturing (License No. 2916) and AS5068 for finger jointing (License No. 2915).
Regular in-factory quality control is carried out in conformance with these, third-party auditing carried out by Bureau Veritas.
Contact the Red Stag TimberLab team to discuss how you can include mass timber in your upcoming project.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}