


Project credits
Client: The University of Waikato | Project Manager: Greenstone Group | Architect: Architectus & Jasmax | Engineer: Beca | Constructor: Hawkins
Overview
Over the past few months, the Red Stag TimberLab manufacturing team have been focusing their efforts on the delivery of components for one of NZ’s largest and most complex Glulam projects to date. The project saw some 250m3 new of complex, prefabricated components delivered to site from our East Tamaki facility.
“The Pā will provide a new main entrance to the campus, a student hub (including food outlets and social learning spaces) and a new University marae. The Pā will strengthen the overall capability of the campus for University and community events and activities”. Source: The University of Waikato.
The Pā - Structural Form
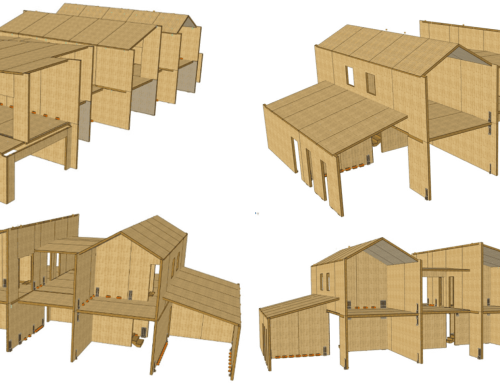
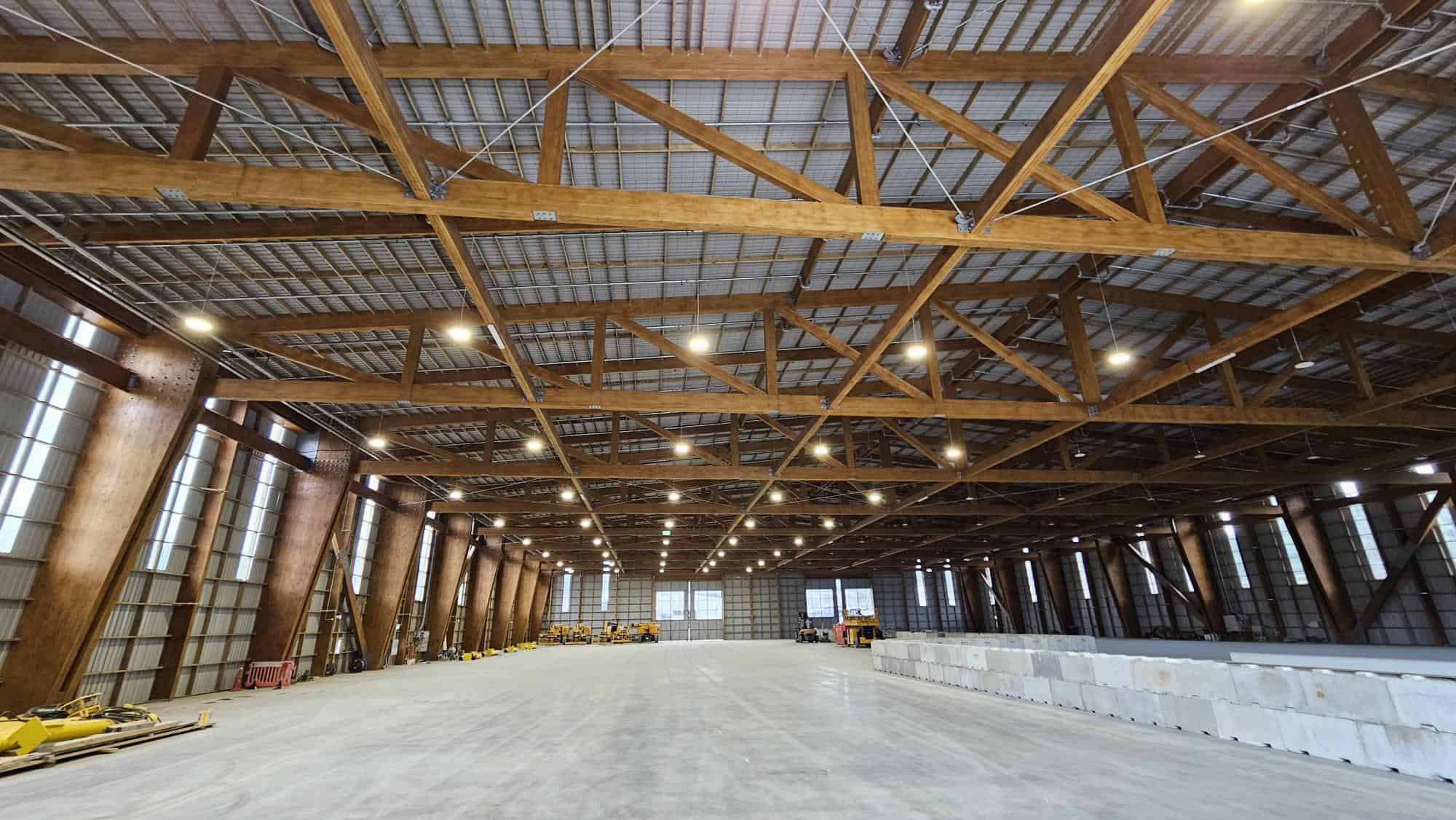
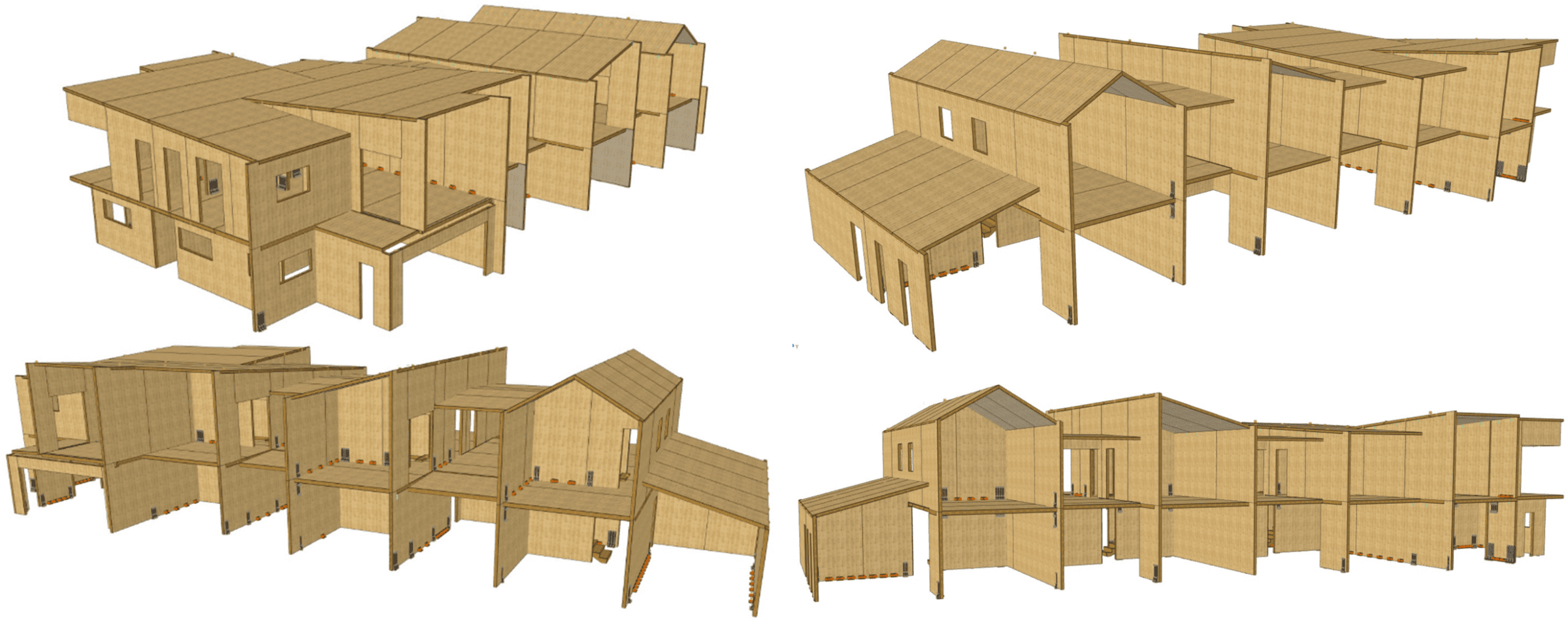
The structure is inspired by the form of a traditional Wharenui (meeting house); large Glulam portal frames work together with concrete shear walls to form the building entrance at ground floor level. Long Glulam roof rafters extend out from the apex of the Wharenui portal structure in multiple directions making for an impressive scale of roof structure. Glulam columns support the roof structure at the facade line around the perimeter of the building. Mass timber elements combined with concrete and structural steel components provide a hybrid structure for the various spaces surrounding the Wharenui.
Red Stag TimberLab worked alongside the project team from concept design stage as an ECI partner. By providing early input, we helped the team to design with prefabrication and construct-ability in mind.
A strong focus on prefabrication meant a large amount of work in 3D modelling, BIM coordination and drawings of hundreds of pages of both working and shop drawings in preparation for manufacture and construction. Attention to detail is key when draughting for manufacture, with CNC machines detailing the parts to mm accuracy exactly as drawn in the model. With no room for error, the quality management of the modelling and ECI process was critical to project success.

The Pā - The Journey
Red Stag TimberLab was initially engaged by the project team to work alongside the designers in an Early Contractor Involvement (ECI) capacity, to assist with developing a structural solution that was efficient to manufacture.
Our ability to not only accurately model but to then CNC process and prefabricate hundreds of large components to consistent tolerances is essential for efficiently built mass timber structures. The 36.4m long rafters for this project are the longest glulam members that Red Stag TimberLab has made in our 60+ year history since 1958. Our large 5-axis CNC gantry’s ability to process such large members with complex connection detailing is unmatched in the southern hemisphere. With various other complex component shapes in this project such as cranked beams, tapered columns and various cambers to components, the knowledge and experience of the manufacturing team is vital to the successful delivery of projects of this scale.
After appointment of the head contractor Hawkins, Red Stag TimberLab were contracted as a supplier and over the preceding 12 months we collaborated with Hawkins and their other main subcontractors and suppliers to develop an accurate 3D model of the entire structure.

Over 2000+ CAD/CAM draughting hours went into developing the accurate 3D model, a working drawing set of over 120 pages of plan views, sections, and elevations as well as 72 different details. Some of these required up to 4 pages of information to correctly portray the complex connections and installation sequencing involved.
Over a thousand pages of shop drawings were created for CNC processing and manufacturing of all the timber and custom metalwork items.

Manufacturing of the project involved the laminating and CNC processing of 395 glulam parts of over 190 different types.
Red Stag TimberLab engaged with our trusted steel fabrication partners to supply a total of 520 custom-made brackets; nearly 200 of which were factory-fitted prior to delivery to site. In total, 56 tonnes of brackets were fabricated for the project.
A total of 20,700 fixings were used to complete the connections; approximately half of these were factory fitted into the components.
All Glulam was finished to a sanded “A Grade” appearance and coated with a penetrating oil stain.

Feature struts were supplied in Saligna (Eucalyptus Saligna, a.k.a Sydney Blue Gum), an imported durable Australian timber species.
A new Red Stag TimberLab record was achieved on this project, our longest ever Glulam beam. 6 of the main roof rafters on the project were produced at an enormous 36.4m long, with a section size of 990x180mm. These beams were over 3.2 tonne each, a great challenge happily accepted by our manufacturing and logistics team.

Completing large and complex mass timber projects has long been a part of Red Stag TimberLab’s value offering to the construction industry and our highly experienced team still enjoy a culture of learning and continued improvement.
Our commitment to being leaders in delivering these types of projects means we make use of every project to refine our systems and explore new technologies to help make the construction process better for our customers and project collaborators alike.
With every new high-profile project completed, the public and design communities become more aware of mass timber’s limitless design options. Working with mass timber helps us achieve a sustainable, carbon neutral future – a future Red Stag TimberLab is proud to be a part of.
Quality Control
Red Stag TimberLab Ltd is a licensed manufacturer, independently audited under AS/NZS 1328.1 for glulam manufacturing (License No. 2916) and AS5068 for finger jointing (License No. 2915).
Regular in-factory quality control is carried out in conformance with these, third-party auditing carried out by Bureau Veritas.
Contact the Red Stag TimberLab team to discuss how you can include mass timber in your upcoming project.
Or
Email: info@redstag.co.nz
Phone: 09 253 9349
Stay informed on Red Stag TimberLab’s project progresses, technological advancements and industry news by subscribing to our monthly newsletter.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}